Empresas Premium


Sulzer ofrece soluciones eficientes para todo el ciclo del agua, desde su captación hasta el grifo. En el siguiente artículo describimos sus últimas novedades como son las bombas de la gama XFP equipadas con el sistema hidráulico ContraBlock Evo; los turbocompresores HST™ con rodamientos magnéticos y el controlador BlueLinQ Pro, la solución de monitorización y control de última generación de Sulzer.

El nuevo HST 10 de Sulzer reduce costes y aumenta la fiabilidad de las depuradoras más pequeñas
Bombas con la nueva generación del sistema hidráulico XFP ContraBlock Evo
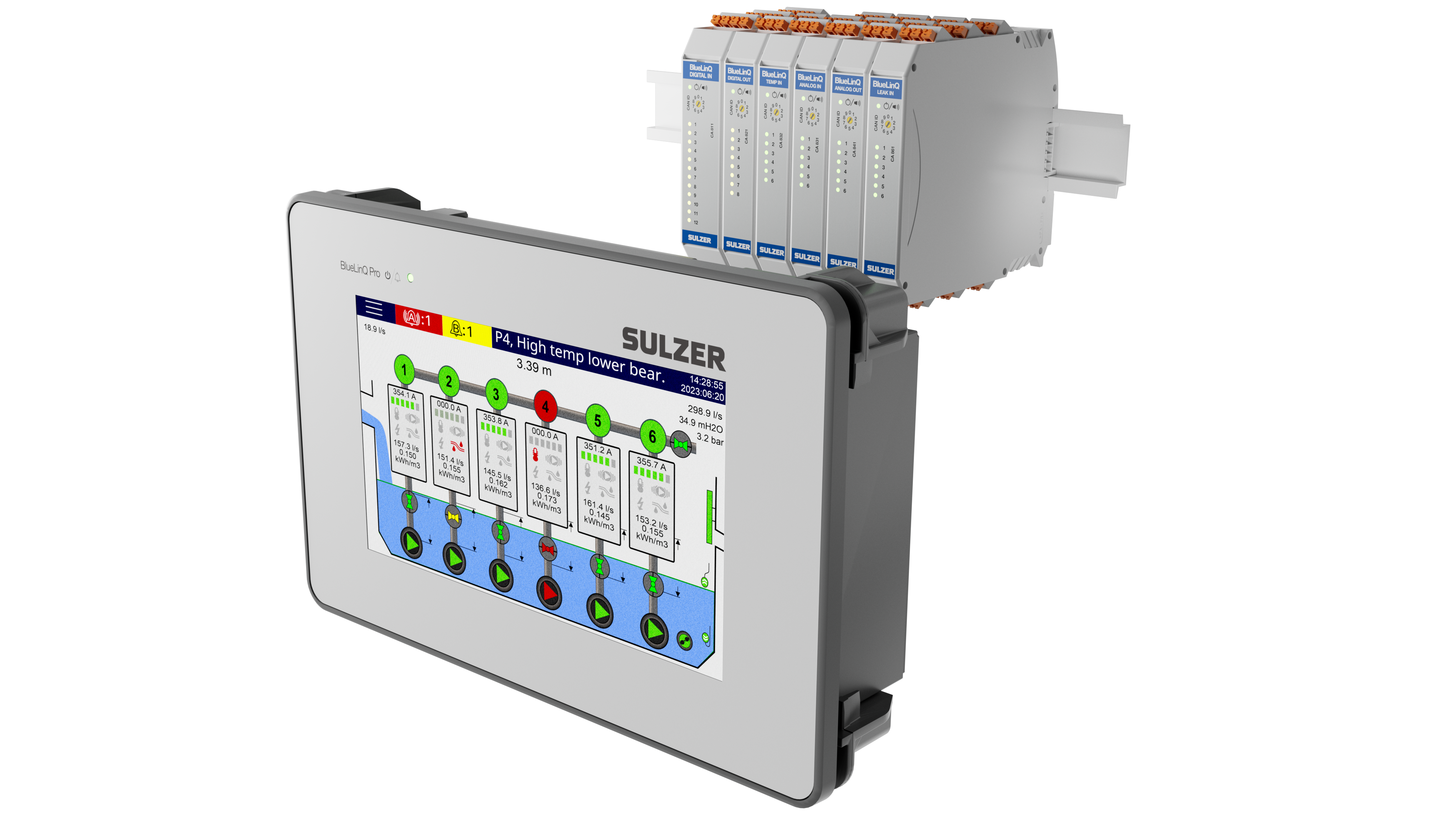
Controlador de nueva generación para optimizar el rendimiento de las estaciones de bombeo de aguas residuales
La aireación en el tratamiento de aguas residuales, tanto municipales como industriales, es crucial para eliminar los contaminantes orgánicos. Los ruidosos soplantes, que se encuentran en el corazón de este proceso, han sido tradicionalmente la fuente de importantes costes operativos. Con el lanzamiento del turbocompresor HST 10 de Sulzer, las depuradoras más pequeñas que procesan menos de 10.000 m3/día (40.000 habitantes equivalentes) pueden beneficiarse de las ventajas de los turbocompresores HST de Sulzer, que han proporcionado a miles de clientes importantes recortes en los costes de funcionamiento de las instalaciones y un enorme aumento de la fiabilidad.
En industrias como la del papel y la celulosa, alimentación y bebidas, química, farmacéutica y minería, el HST 10 puede proporcionar mejoras de productividad tanto en los procesos principales como en las instalaciones integradas de tratamiento de aguas residuales.
Mayor eficiencia y ahorro
El HST 10 está diseñado para establecer el estándar de los compresores de su tamaño utilizados en procesos de aireación. La mejor eficiencia energética de su clase se consigue mediante el uso de la tecnología turbo de vanguardia y un motor de imanes permanentes diseñado específicamente para su función. Además, el uso de cojinetes magnéticos y refrigeración por aire garantiza que el HST 10 tenga costes de mantenimiento más bajos.
El diseño de la HST 10 significa que no hay engranajes, cojinetes mecánicos, bombas ni ventiladores de refrigeración independientes. La ausencia de estos componentes propensos a fallos contribuye a una excelente fiabilidad. Combinados, los menores costes energéticos y de funcionamiento que ofrecen estas máquinas supondrán rápidamente un ahorro considerable en gastos operativos (OPEX), lo que se relaciona con un notable retorno de la inversión.
Las bombas para aguas residuales trabajan en entornos muy exigentes y Sulzer se esfuerza constantemente por mejorar el rendimiento y la fiabilidad de sus productos. Las bombas sumergibles de la red de saneamiento, por ejemplo, están en primera línea, obligadas a trabajar con volúmenes cada vez mayores de toallitas y materiales fibrosos que pueden provocar atascos. Las bombas sumergibles para aguas residuales Gama ABS XFP son la mejor elección para garantizar un bombeo eficiente y fiable en cualquier estación de bombeo de aguas residuales.
Instaladas principalmente en estaciones de bombeo de la red de saneamiento, están equipadas de serie con motores Premium Efficiency IE3 y con impulsores de la familia ContraBlock, y diseñadas para procesar el agua residual de la actualidad, con una menor cantidad de agua debido a los inodoros de bajo flujo y a la presencia de artículos sanitarios como toallitas, materiales fibrosos, etc.
Para ayudar a combatir esta situación, la gama XFP de Sulzer está ahora equipada con la hidráulica ContraBlock Evo, que incluye impulsores que pueden adaptarse a bombas más antiguas. La gama también se ha ampliado con modelos de dos polos y de gran altura para aplicaciones más exigentes. El diseño de bombas es un proceso de evolución continua y Sulzer lleva décadas a la vanguardia de este mercado. La gama XFP es ideal para el sector de las aguas residuales, especialmente para las estaciones de bombeo de aguas residuales, y las últimas incorporaciones de Sulzer ayudan a reducir los costes de explotación al mejorar la eficiencia y la fiabilidad.
Reducción de los costes de mantenimiento
Los sistemas modernos de aguas residuales se enfrentan al enorme problema causados por toallitas y residuos que obligan a llamar a los técnicos para que acudan a las bombas bloqueadas. El aumento de los costes de mantenimiento, unido al incremento de los precios de la energía, está llevando a las empresas de servicios públicos a buscar mejoras que puedan instalarse fácilmente y ayuden a reducir los costes operativos. La XFP de Sulzer ya lidera el mercado en términos de eficiencia energética y el nuevo impulsor ContraBlock Evo ofrece características líderes en la industria para minimizar los costes de mantenimiento.
La exclusiva geometría del álabe del impulsor tiene un borde de ataque de pendiente variable que empuja los sólidos hacia las regiones de alta velocidad y evita su acumulación. Además, el borde de salida está optimizado para el ángulo de salida de las aguas residuales con el fin de reducir las pulsaciones y la carga del álabe, lo que favorece una mayor vida útil. Al mismo tiempo, la geometría del cono del cubo elimina cualquier zona de baja velocidad, asegurando que los sólidos no tengan un lugar donde acumularse.
Los residuos fibrosos pueden enredarse detrás de un impulsor, aumentando rápidamente la carga sobre el motor y dañando las juntas. El difusor de flujo en espiral de Sulzer crea un movimiento de agua hacia el exterior que expulsa cualquier sólido de detrás del impulsor. Junto con los anillos de corte de alto par, que trituran cualquier material largo o fibroso en pequeñas partículas, el diseño del impulsor ContraBlock Evo también protege el sistema de sellado.
CONTROLADOR DE NUEVA GENERACIÓN PARA OPTIMIZAR EL RENDIMIENTO DE LAS ESTACIONES DE BOMBEO DE AGUAS RESIDUALES



